由于树脂砂的广泛应用,很大程度上改变了铸造生产(特别是单件小批量生产)车间和制芯车间的面貌,它已被各国公认为未来发展的方向。美国、日本和瑞士等国已经采用树脂自硬砂铸造出单件达几十吨或上百吨的铸件。世界各国汽车铸造厂都已采用树脂砂制芯,型芯最薄处达2mm,铸件最薄壁厚可达3.5mm。
树脂砂工艺发展的同时,相应地发展了有关的树脂砂混砂机工艺设备。完全按树脂砂特点设计的各种新型混砂机,包括有:碗形树脂砂混砂机、转子式混砂机、单臂连续式树脂砂混砂机、双臂连续式树脂砂混砂机等。其中连续式树脂砂混砂机的应用最为广泛,且自动化程度也高。
连续式混砂机主要由:混砂机主机、PLC电控系统、液料供应系统、气路控制系统、储料库。其中主机又包括:传动系统、混砂系统、除粉系统。在整个的混砂机系统中,混砂部分占主要,因为混砂质量的好坏直接关系到成品型砂的质量。作为混砂部分的主要零件之一的混砂机叶片,在整个工作系统中起到搅拌的作用。搅拌时均匀不均匀直接影响型砂质量。
目前主要规格为3-100T各种型号的树脂砂混砂机叶片、混砂机搅刀、混砂机搅拌棒等,包括进口的树脂砂混砂机搅拌齿,例如IMF艾姆弗、法特、DISA等。搅拌齿的毛坯件多种多样,但混砂机叶片的制作过程差不多。
树脂砂混砂机叶片的制作过程大体如下:
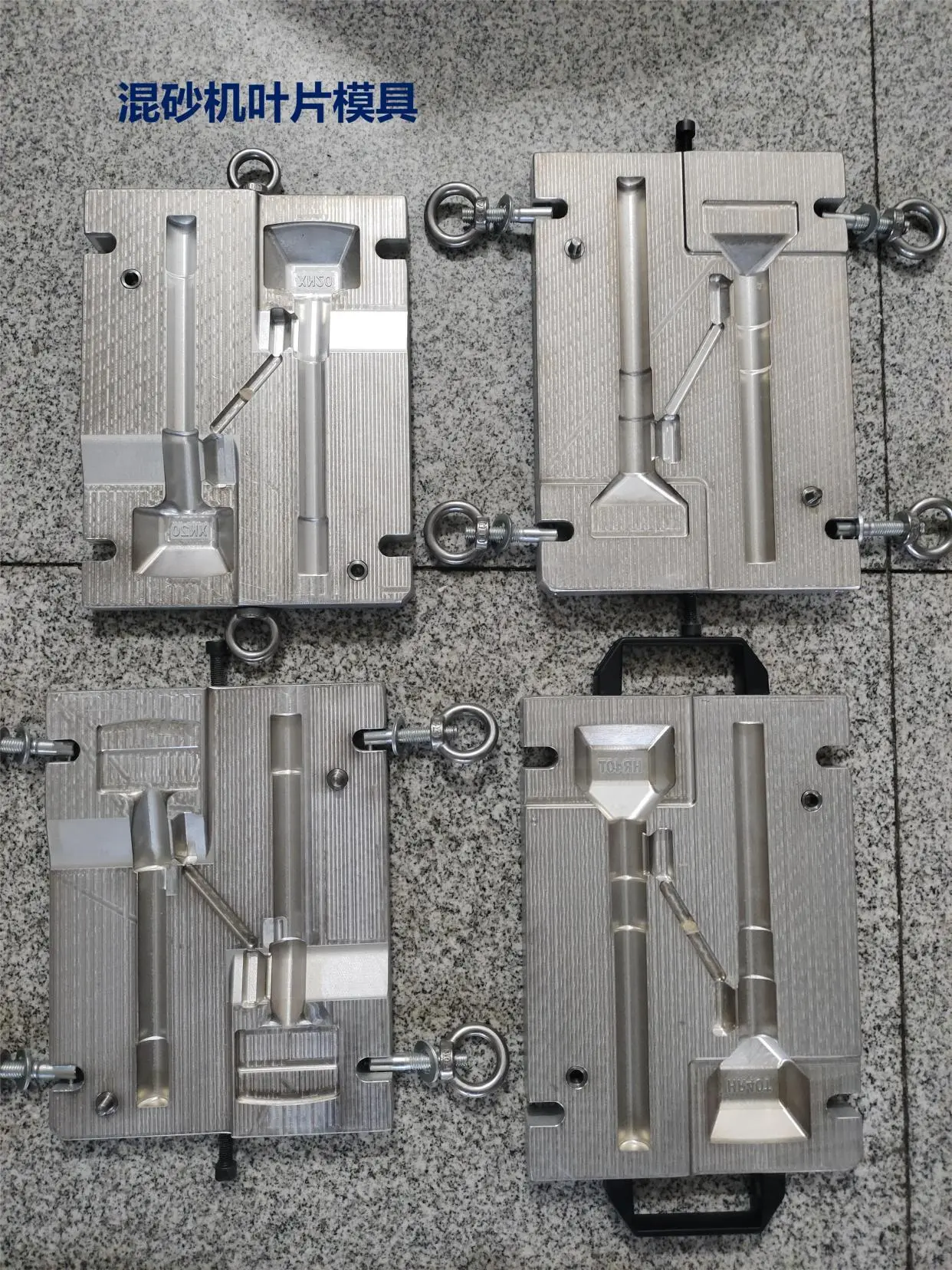
1. 根据不同规格的叶片尺寸加工出相应的模具(如图1)
2. 模具制出来后,需要打出蜡件,然后检测蜡件尺寸与产品实际尺寸是否相同。(如图2)

3. 蜡件没有问题的话就要进行铁水浇注,出来成毛坯件。(如图3)

4. 成品毛坯件必须作退火和抛丸处理。
5. 成品毛坯件处理完后,进行数控加工,加工出螺纹及定位等。
6. 合金与加工好的毛坯件焊接,一般采用钎焊工艺。
7. 钎焊完成后检查有无缺陷,整个产品制作完成。(如图4)

8. 合金一般采用YG8钨钢合金。